 The design and supply of equipment for the oil, gas and petrochemical industries are demanding enough but it becomes all the more so when the equipment is to be installed in the sub-zero temperatures encountered north of the Arctic Circle.
The design and supply of equipment for the oil, gas and petrochemical industries are demanding enough but it becomes all the more so when the equipment is to be installed in the sub-zero temperatures encountered north of the Arctic Circle.
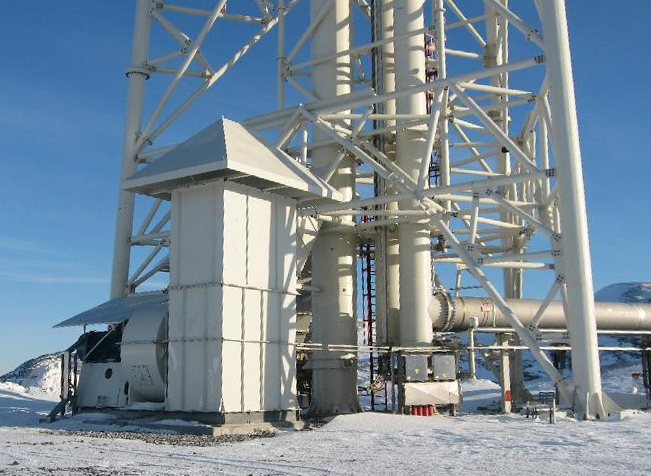
The centrifugal fans supplied to GBA Flare Systems for the Air Assisted Process Flare as part of the Elevated Flare Package on Statoil’s Snorvit LNG Project on Melkoy Island, Hammerfest, Norway had not only to meet ATEX standards but temperatures down to -35o C.
Two large centrifugal fans were required to supply air to the process flare to achieve smokeless combustion of waste gases, each fan being capable of supplying 50% of the total required air volume. In addition, a smaller purge fan was required to provide a steady supply of purge air into the riser when the combustion air fans are shut down in order to keep a minimum flow of air passing into the system and to prevent hydrocarbon gas falling back into the air riser.
Due to the potentially hazardous environment, all electrical equipment and instrumentation had to be certified for at least Zone 1 IIB T3 or better, junction boxes had to be rated to IP65 and the fans themselves and associated equipment had to satisfy the requirements of ATEX Group II Category 2.
The climatic conditions imposed their own demands. The whole package had to be suitably designed and constructed mechanically to cope with the harsh environmental conditions, notably an ambient temperature range between -20oC to +50oC and a maximum snowfall depth of 2.3 metres.
The application demanded extra thickness 43D carbon steels for all the fan fabrications which were then subject to certified low temperature impact testing. A further major requirement was the surface preparation and protective coating of these fabrications. This work all had to comply with a stringent Statoil specification that required that all corners be ground to specific radii and all welds ground to a completely smooth surface finish prior to grit blasting. The prepared surfaces were then coated with a priority four-coat paint system to a nominal DFT of 370µm. All stages of preparation and protective coating were subject to thorough scrutiny by the client prior to the issuance of acceptance and guarantee certificates.
 The two main fans, 250kW Halifax size 64 Beaufort backward inclined units, were directly driven through spacer couplings and bespoke M12 bearing units by 6-pole EExe special project motors while the smaller 7.5kW purge fan, a Halifax size 19 Mistral backward curved unit, was directly driven by a 2-pole EExe special project motor. Overall the project included inlet boxes with weather hoods, bird screens, inlet attenuators, acoustic enclosures, outlet ductwork, fire/isolation dampers, motor snow shrouds and flexible connections all mounted on substantial and robust skids. The bearing units were also fitted with quick- connect studs for vibration monitoring purposes.
The two main fans, 250kW Halifax size 64 Beaufort backward inclined units, were directly driven through spacer couplings and bespoke M12 bearing units by 6-pole EExe special project motors while the smaller 7.5kW purge fan, a Halifax size 19 Mistral backward curved unit, was directly driven by a 2-pole EExe special project motor. Overall the project included inlet boxes with weather hoods, bird screens, inlet attenuators, acoustic enclosures, outlet ductwork, fire/isolation dampers, motor snow shrouds and flexible connections all mounted on substantial and robust skids. The bearing units were also fitted with quick- connect studs for vibration monitoring purposes.
Control of the lead fan was achieved by an inlet vane control damper manufactured in stainless steel complete with a pneumatic actuator and position control, again certified to Zone 1 IIA T3. Stainless steel outlet fire dampers were fitted with pneumatic actuators for open/close operation and limit switches in EExe IP67 enclosures. All the linkages had to be enclosed for weather protection and interface connections were made through stainless steel EExe junction boxes.
Following fine balancing of impellers and rotating assemblies, fan sets were subject to in-house witnessed run testing and all vibration levels recorded and accepted. During the course of the contract, exacting and detailed files and records were produced and at every stage of design and manufacture certificates were obtained and issued to complete a full and comprehensive dossier of the project.
According to Operations Director Ian Crum “this was one of the most demanding and comprehensive projects Halifax Fan has ever carried out. Our ability to carry out in-house testing and certify the fan sets to ATEX Category 2G and to issue a 48 month extended warranty set us apart from many of our competitors. We had to be extremely fastidious with our processes, testing and record keeping to meet the client’s demanding standards but this is not surprising when you consider the operational environment of this equipment. I’m pleased to report that the installation is now operating to the complete satisfaction of the customer and the end user.”
01484 475123

